|
|
|
| ��˾�� NEWS |
|
| ����e�Ѻ�Ⓕ��Ͻ���������ڹ�˾����ɹ� |
| ���ߣ� ���ڣ�2008/3/22 �L���Δ���3869 |
|
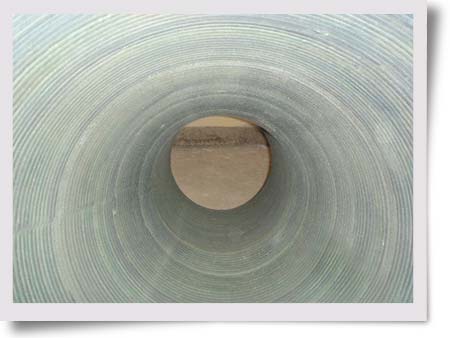
���գ���˾���a�Ĵ���e�p�ӶѺ�Ⓕ��Ͻ���O��---��a46�f��ϩ�N�Ŀ�е����_������������ɹ�������b܇�l�����ɡ��ɄeС���@������Ȼ��������Ķ�����ɲ�����Ŷ����ײ������F�w��С���քe�駶916mm�ͧ�3000mm���s1500mm���Ѻ�˾̫���Ͻ����_5 mm�������p�ӶѺ����g�����_�ΌӶѺ���e�s25000cm2�����_ʹ��˾̫��6̖�Ͻ�100������˴���e���F�����p�ӶѺ�Ӳ�|�Ͻ��@�ڇ��������еġ�
��ϩ�N���a��ˇ�У������ײ��������F�w��Ҫ�����ҵ��w��ĥ�p��������O���ʹ�É�������Ҫ���F�w����Ѻ��^��ı��o�ӡ�˾̫��6̖�Ͻ���е��͵����������Y���Һ��д�����̼����������õ���ĥ�ԡ��ߜ��Լ��͚��g�ԣ����Ժܺõ؝M��������Ҫ��
�������F�w�Ȳ��ĶѺ������փɲ��M�У����ڲ��P䓏ͺ�䓰壨16MnR+316L���϶Ѻ�5mm���309Mo��������ӹ�ƽ�����ٶѺ��Ɍ�5mm���˾̫��6̖�Ͻ�ÿ�ӶѺ���քe�M��100%����ɫ̽����100%�ij��z�y���ϸ���˾̫���Ͻ�Ӳ�Ȳ�С��42HRc���ĶѺ���ˇ���Ѻ����ȡ��Ѻ���ęz�������Ѻ��������y�ȶ��ஔ���@��Ҫ�w�F�ڣ�
1��˾̫��6̖�Ͻ�Ѻ���e�Ѻ���ȴ�
2��˾̫��6̖�Ͻ�ij�ҎӲ�Ȟ�37-43HRc���������OӋ�Ѻ��ӵ�Ӳ��Ҫ�����ڵ���42HRc���@��Ҫ��Ѻ����ϳɷ֑��ژ˜ʵ����ޣ���Ҫ��ʹ�õĶѺ�����ϡ��ʵ͡�
3���F�w�OӋ�Ѻ����P��^�Ɍӣ���Ҫ�������g�������g�ԵĿ��]�������ڶѺ�309Mo���^����Ҳ�����a������ȱ�ݡ���������Ѻ��͟�̎�����Ʋ����������������a���^��ĺ��Ӛ��������͏ͺϰ�͌ӵĄ��x���@�ӣ�����Ѻ�˾̫��6̖�Ͻ�r�������a�������Ѽy��ȱ�ݡ�
4����˾̫��6̖�Ͻ����e�Ѻ��r������a��ȱ�ݣ��a�����y�ȷdz���������^����Ѽy�����Dz��܉��a���ġ������Ѻ����OӋҪ��100%��ɫ̽�����������^��Ҫ��dz��ߡ�
5���Ѻ�˾̫��6̖�Ͻ𣬹�ˇҪ�����w����M���A�ᣬ�Խ��ͺ��ӑ��������⺸���Ѽy�����ڹ����ߴ��^����������ӟ��^�̵Ŀ��ƺͷ�׃�εĴ�ʩҲ�^����s��
�Ѻ�˾̫��6̖�Ͻ�ķ����ܶ࣬ͨ�����ֹ�늻�����TIG��MIG������Ȳ��PTA�����x�Ӈ������ȣ�ÿ�N��ˇ�����������m�õĈ��ϡ����ڶѺ���e���Π�Ҏ�t�Ĺ������ԣ�PTA����õķ������@����飨1��PTA��ˇ���Ԍ��F�ԄӶѺ����Ķ���߹���Ч�ʣ����C�����|�����جF�ԣ�������A�ἰ���g�ضȣ����ͺ����L�U����2��PTA��ˇ���������У���������ݔ����С�����ӑ���С���܉���Ч���ͺ���׃�Σ���3���������Ì��I�ăȿט����F�ȿ��ԄӺ��ӣ���4��PTA��ˇϡ��ʵͣ�������Ч���C����Ӳ�ȵľ����ԣ���5��PTA��ˇ�Ѻ�Ч���^�ߣ����Խ��̈́ڄӏ��ȡ��p�ٺ��ӕr�g���Ķ����ͺ����L�U��
��������������鹫˾�_���µ������I����_����һƬ����ء�
���ģ��R������
|
|
|
|
|
|
|